主题
球线制造过程
-- 详解球线制造过程
用在拍类运动上的球线,形状、粗 细、内部结构,还有颜色都各式各样,但是只要不是天然肠线,其制造过程都包含三个基本环节:设计、制造、包装。
其中,球线的制造环节又可以进一步分成五个主要步骤:
- 选择未加工的原始材料以及其他配料;
- 制造纤维丝,球线都是由一根或者多根纤维丝组成的;
- 根据设计,把纤维丝进行组合;
- 对球线外层进行涂层,并根据设计,制造不同的尺寸;
- 如有需要,进行一些后期处理。
接下来,我们就来详细了解一下球线在制造环节的这五个步骤。
原料选择
所有人造球线都是由聚合体材料制造的,本质来说,聚合物材料就是一长串呈链条式的单体。
这里所说的单体其实就是很多极其细小的单分子。把单分子连接成长链条式的分子结构,这个工艺工程被为“聚合”。
对于市面上的“尼龙”球线来说,制造商最常用的聚合物原材料有氨基化合物功能组材料,比如脂肪族聚酰胺(包括尼龙 6 和尼龙 66)。
另外,酮功能组材料,比如 Zyex(亦称为聚醚醚酮,或者 PEEK),也是制造“尼龙”球线最常用的聚合物原材料。
在氨基化合物的家族中,多种聚合物也可以被混合,比如把尼龙 6 和尼龙 66 混合在一起,制造出共聚物材料尼龙 6/66。
“人造肠线”是“尼龙”球线的另一个名称,但是这个别称很有误导性,尤其是在说明球线的所属种类的时候,因为人造球线的生产过程和使用的生产技术跟天然肠线没有任何相同的地方,更别要说它们各自的原材料了。
对于“聚酯”球线来说,制造商最常用的涤纶原材料有酯功能组材料,比如聚对苯二甲酸乙二醇酯(亦称为聚酯)、共聚酯、热塑性聚酯弹性体(TPE)。
也有“聚酯”球线是由聚烯烃材料制造的,聚烯烃是一种聚合物材料,比如属于烯烃功能组材料的聚乙烯、聚丙烯。
另外,聚烯烃与涤纶相比,拥有不同的属性,包括分子量。
说到“尼龙”球线的配料,这些配料也是可以混合的,比如将聚酯与热塑性聚酯弹性体材料混合。
大家可能已经发现了,上面提到我们常用的称谓“尼龙”和“聚酯”球线时,都加了引号,这是因为用它们来作为组成球线的纤维丝的广义分类,并不能准确地说明球线之间的不同。
比如,被用来制作防弹衣和一些能承受极端压力的线的芳纶,它也跟尼龙一样,属于聚酰胺家族,但它却是一种芳香族聚酰胺。
假如这还不够让人糊涂的话,那就再来看看超高分子量聚乙烯,尽管它属于一个不同的聚合物家族,但却跟芳纶拥有相似的力学性能。
在为产品采购制作原料的时候,球线生产厂家有两个选择:它们可以从例如杜邦这样的公司直接购买现成的纤维丝或者他们可以自己购买原料生产纤维丝。
无论他们选择哪种方式,生产厂家都需要选择原料(现成的纤维丝或者原始原料)来满足产品设计的要求,比如强度、延展性、柔韧性、耐磨性、摩擦性能、伸缩性、掉磅性能、弹性、颜色等等。
现成的纤维丝来到工厂时,一般都被卷在线轴上。作为纤维丝,它们已经经过了挤压和拉拔的过程(下部分将详细描述),所以假如最终的产品是多纤维球线的话,它们会直接进入组合建构阶段。
现成的纤维丝,厂家既可以买到单丝的,也可以买到捆丝,俗称纱线。如果制造的是单丝球线,那现成的纤维丝可能会或多或少地保持原样,也可能会承受进一步的拉拔过程。
厂家为了使自己生产的球线拥有独特的性能,现成的纤维丝可能会通过额外的拉拔过程,把“基础”线最终制造成各种不同的产品。
如果要自己生产纤维丝,那么原始材料是以颗粒或者珠状的,装在袋子里面被运到工厂的,仅从外观上来看,很像是米粒。这些颗粒物然后进入挤压和拉拔的阶段,此时还会加入各种粉末状或者液体的添加剂,这些添加剂是为了让最终的球线呈现出不同的特性和颜色。
制造:挤压和拉拔
用原始材料制作纤维丝,是一个非常复杂的过程,并且需要使用非常昂贵的机器,但是这却可以让生产厂家对最终的产品有更多的控制力和创造力。
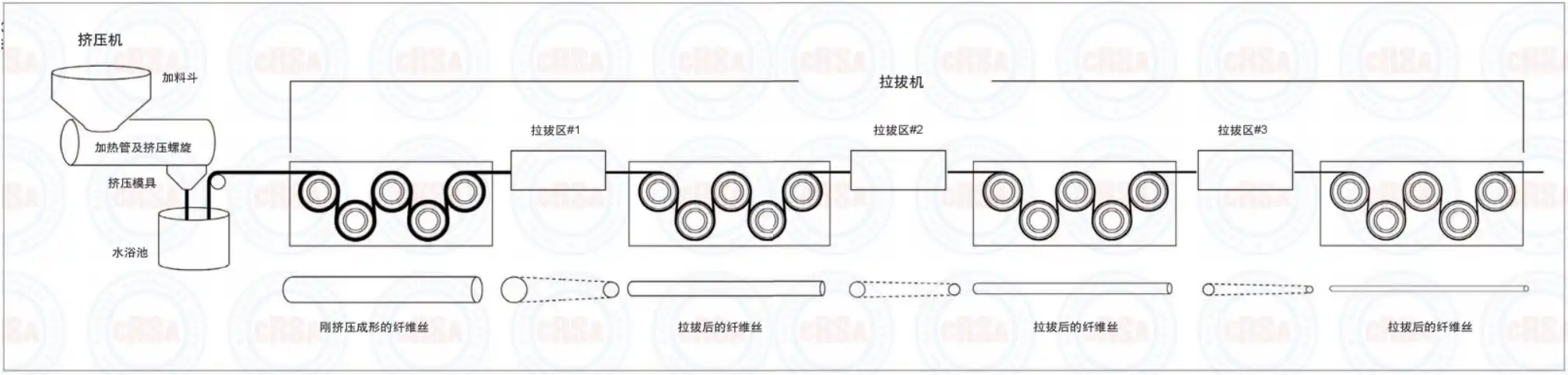
制造纤维丝的机器被称为挤压机,它是由一个加料斗、加热管、挤压螺旋、挤压模具,还有一个水浴装置组合而成的系统。
颗粒物和其他添加物被倒入加料斗。根据工艺的不同,这些材料在被倒入加料斗之前,也可以被改良,就像力士浪在生产 Big Banger 系列球线时做的那样。
在加料斗中,多种材料被混合在一起,然后以受到控制的速度进入加热管中,通常来说,加热管都位于加料斗的下面。
挤压螺旋有很深的渠道来吞吸混合物。挤压螺旋里的渠道会随着长度的增长而逐渐地变小,接着它们运送混合原料经过加热或者“熔化”区。
把颗粒原料熔化,会改变聚合物的多项特征,这样它就能更容易地流动。但是,温度必须得到严格的控制,以防止聚合物的基本结构发生不可更改的退化。
在最后的测量区部分,渠道变成蒸馏器,它会对原料混合物施压,并让原料以一个受到控制的计量经过挤压模具。
挤压模具是位于加热管末端的一块平板,上面至少有一个洞挤压螺旋会迫使熔化了的原材料通过这个洞。当然,上面也可能有很多个洞,以便允许同时生产很多根纤维丝。
这些洞本身可以是圆形的,就像典型的球线的形状,或者它们也可能是多角的,椭圆的,或者其他横截面形状,这些不同形状的洞会影响最终被挤出来的纤维丝的形状。
这也是最早开始给球线塑形的时候,例如 Babolat 的八角形球线 Pro Hurricane Tour 和 RPM Blast,还有 16 个角的 PolyStar Turbo。
而海德的 RIP 球线所使用的平丝带最开始是被挤压成扁平布状,然后再被以一定的宽度进行剪裁而成的。
另外,模具上面的洞要比它们正在生产的的纤维丝的最终的尺寸要大一点。
超细的纤维丝则被称之为微纤维丝。纤维丝也可以被联合挤压,而这时就需要挤压机有两个或者更多的加热管和挤压螺旋来运送不同的熔化了的原材料,由不同的“港口”进入同一根纤维丝的挤压模具。
通过在同一根纤维丝里面挤压不同的原材料,可以使最终的球线取得非常独特的性能。
Gamma 的 TNT2 Tour 尼龙球线在生产时就使用了联合挤压技术,它的内芯就是一根联合挤压纤维丝,它是用一种高模尼龙材料包裹着 6 根高弹性的尼龙,这样可以让球线既有弹性,又有很好的回缩性,而这两种性能的结合,如果仅仅依靠把两种不同原料混合在一起或者通过另一种编制构建方式,都是不可能取得的。
另外,Gamma 的 Zo Tour 聚酯球线,在生产的时候,一种更软、更有弹性的聚酯材料就被联合挤压在一种更硬、更牢固的聚酯材料的里面,这样生产出来的球线,就会拥有很好的弹性,同时也拥有很好的耐磨性以及防止掉磅的性能。
当挤压好的纤维丝从模具里面出来之后,它们会立即进入一个水浴池中冷却,这个过程会使它们变成固体,并且也变得更加容易处理。
假如这些高分子链全都是伸直展开的,并且整齐排列成薄片状,那是再好不过了,但是更常见的情况是,它们以各种方式扭曲着、盘绕着、折叠着。
在这个时候,纤维丝的形状基本确定了,但粗细却仍需要进行处理。为了完成这个步骤纤维丝需要进入拉拔机中进行加工。
拉拔机可以与挤压机连在一起,就像图画中所表示的那样,也可以是分开的。如果是这样,那么纤维丝就要被缠到线轴上,以便以后再进行拉拔处理,或者运送到另外一个地方的拉拔机上处理。
拉拔机其实就是一组滚压机。滚压机的数量是不确定的,但最典型的是拥有三到五个。滚压机控制着纤维丝的移动和温度。
在滚压机之间,就是拉拔区,所以假如有四个滚压机,那么就有三个拉拔区。在拉拔机的一组滚压机中,下一个滚压机的转动速度都稍微比前面一个快一点。
滚压机之间转动速度的不同能够逐渐地拉伸纤维,并使得纤维变细。两个滚压机之间转动速度的差别越大,那么“拉拔率”也就越高,而纤维也会被拉伸得越厉害,变得更细。
经过几个滚压机的循环加热、拉伸和冷却,纤维丝内部的高分子链条会变得更整齐,更紧实,这就会使得球线更牢固、更耐磨、更硬,并且同时增加它的强度和保持磅数的能力。
即便如此,球线这时可能仍然比较柔韧,这就使得生产厂家可以在球线上执行最后一道捻搓的工序,或者让球线表明形成一些“齿轮”状的纹理,就像你能在力士浪的 Alu PowerRough 球线表面看到的那样。
捻搓的工序既可以是为了让球线最后拥有一个不同的形状,也可以是让球线产生额外的弹性。
跟最开始的原材料选择一样重要的是,拉拔阶段同样非常关键,因为在这个过程中的拉拔率、加热、冷却等每个步骤都会对最终的产品产生巨大的影响。
在拉拔机的最后阶段,纤维丝经过捻搓(并非所有球线都需进行此道工序)之后,拥有了最终的形状,尺寸。经过所有工序,从最后一个滚压机中出来的纤维丝会被缠到大的线轴上。
如果是单丝球线,那么接下来就可以直接印字、裁剪、包装并运送出厂了,除非生产厂家需要给球线进行涂层或者润滑处理。
如果是用来制造多丝线的纤维丝,纤维丝接下来则需要从大线轴中转到小线轴中,以便可以把小线轴安装到进行组合构建球线的机器上去。
在小线轴上,纤维丝受到的拉力必须得到精确的控制,因为在缠绕小线轴时,拉力的不同可能会对球线最终的性能产生不同的影响。
多丝球线的组合构建
多丝球线由两根或者更多根纤维丝组成。在纤维丝的组合构建的过程中,这些纤维丝会被损坏、捻搓、交叉缠绕、编织,以及被包裹,并且被相互紧紧地黏合在一起。
球线最后的黏合过程主要有两种方式来完成。
一种方式是通过溶剂来部分地溶解纤维丝的最外层表面,这样纤维丝就会相互粘合在一起,并且随着溶剂的挥发,相互溶合在一起。
或者在纤维丝里面淋入一种特殊的树脂,这种树脂会逐渐变成固体,与此同时就把纤维丝都固定在一起了。
微纤维丝由于太细了,如果用第一种溶剂的方式,可能会对它们造成损伤,所以微纤维的黏合一般都用聚氨酯,不过有些厂家也会用其他材料。
因为捻搓的处理会增加纤维的弹性,所以生产厂家可以通过改变纤维缠绕的角度来改变球线的柔韧性和弹性。
角度越高,捻搓得也越紧,并且会让球线创造出更大的柔韧性和弹性,角度越低,那么捻搓得越松,球线也就更牢固,更硬。
可能你也猜到了,纤维丝如何组合是基本上没有限制的。在同一根球线中,搭配不同材料的纤维丝同样限制很少。
生产厂家也可以把不同粗细的纤维丝和微纤维丝组合在一起,并且无论是在内芯还是在外包裹层都可以这样做。
在外包裹层,越细的纤维丝甚至可能让最终的球线有一个更明显的表面纹理。
唯一的限制恐怕就是球线的生产速度:有些机器每小时生产的球线少于 120 英尺,这就意味着生产厂家为了满足需求,不得不把所有机器都马力全开。
涂层和粗细
多丝球线同样可以应用一种类似于本文第二部分中提到的挤压机里面涂层,在涂层时,球线经过挤压模具的中心,模具里面有熔化了的涂层材料。球线在涂层之后,还需要经过一个漏斗式的装置,以确保涂层的一致性,并且确定球线最后的粗细。
在涂层和确定粗细的步骤中,生产厂家可以依据他们最终想要的球线性能来选择涂层材料,如果他们希望球线拥有更好的耐磨性和耐用性,那么就硬一点;如果想增加球线之间的摩擦,就软一点。
后期处理
对于许多球线来说,后期处理包括在球线上喷印一些球线信息,比如长度、名称等等,另外还有给球线表明抹一层润滑剂,以便将来穿线时,线在手上的感觉更舒服,比如 Tecnifibre 的 SPL 球线就是如此。
恐怕最复杂的后期处理,发生在 Gamma 球线的身上,因为它们会承受伽玛射线的“轰炸”,以破坏球线纤维里面高分子链条。这样,在分子层面上,它们就会通过共价键(原子间通过共用电子对形成的化学键)来相互连接。
根据 Gamma 的介绍,更短的高分子链,相对于彼此来说,可以更自由的移动,这样就会使球线更有弹性,与此同时,分子之间额外的共价键可以帮助球线在被拉紧再放松之后,更好地恢复到原来的位置。
尽管如此,在这个后期处理的过程中,分子链的排列和紧实状态并不会受到影响,所以球线的强度和硬度都不会改变,也不会牺牲球线的耐用性。
还有一个额外的环节也可以被认为是后期处理:测试。
生产厂家在生产过程中会不停地测试纤维丝和球线。各种视觉检测,拉力检测,动态检测,保持磅数的检测,这些检测都要在正在生产的样品上持续地进行。
如果有多台机器在生产同一款球线,那么每台机器的样品都要检测,以保证最终产品性能的一致性。
在最终的球线上,首先会在实验室里面进行动态检测,比如用锤子之类的物体重复性的撞击,或者用高射炮发射羽毛球或者网球撞击。
一些生产厂家还会用高速镜头来检测在撞击时旋转和线床的变形程度。
静态测试则是,用计量器来检测长度、弯曲度以及打结阻力。在实验室检测之后,球线还要在球场上进行实打测试。
在所有这些后期处理步骤结束之后,球线就可以剪裁、包装并运输进入市场了。
在你通读完本文之后,考虑到不同原料,以及不同原料之间的组合,多种生产过程,以及生产过程的多种变量,你就会明白一种球线是可以与另一种球线有多大不同。
假如你喜欢自己目前所用的球线,你应该感到庆幸,因为在整个球线生产过程中,那么多因素组合起来,刚好完美地满足了你的需求。
同样,如果你正在寻找更合适的球线,那么你也应该充满信心,因为总有一款球线在力量、旋转、控制、硬度、舒适度还有耐用性等各方面都满足你的需要。
当然,无论你自己还是在帮助顾客挑选新的球线,中国穿线师学会的各类资料和球线数据都将给你提供很大的帮助。
感谢 Ashaway,Babolat, Gamma,Head,Luxilon,Pacific,Poly Star,Wilson,在本文的写作过程中,所提供的各种帮助。
相关术语中英文对照表
| 英文 | 中文 |
|---|---|
| filament | 纤维丝 |
| multifilament | 多丝球线 |
| polymers | 聚合体材料 |
| monomers | 单体材料 |
| molecule | 单分子 |
| amide functional groups | 氨基化合物功能组材料 |
| aliphatic polyamides | 脂肪族聚酰胺 |
| ketone functional groups | 酮功能组材料 |
| polyetheretherketone | 聚醚醚酮 |
| polyester | 涤纶 |
| ester functional groups | 酯功能组材料 |
| polyethylene terephthalate | 聚对苯二甲酸乙二醇酯 |
| co-PET | 共聚酯 |
| thermoplastic polyester elastomers | 热塑性聚酯弹性体 |
| polyolefins | 聚烯烃材料 |
| alkene functional groups | 烯烃功能组材料 |
| polyethylenes | 聚乙烯 |
| polypropylenes | 聚丙烯 |
| thermoplastic polyester elastomers | 热塑性聚酯弹性体材料 |
| aramid | 芳纶 |
| polyamide family | 聚酰胺家族 |
| aromatic polyamide | 芳香族聚 酰胺 |
| ultra-high molecular weight polyethylenes | 超高分子量聚乙烯 |
| strength | 强度 |
| elongation | 延展性 |
| flexibility | 柔韧性 |
| abrasion resistance | 耐磨性 |
| friction properties | 摩擦性能 |
| tension maintenance | 防止掉磅性能 |
| elasticity | 伸缩性 |
| resiliency | 弹性 |
| extrusion and drawing stage | 挤压和拉拔的过程 |
| extruder | 挤压机 |
| extrusion screw | 挤压螺旋 |
| heated barrel | 加热管 |
| extrusion die | 挤压模具 |
| high modulus nylon material | 高模尼龙材料 |
| draw ratio | 拉拔率 |
| polymer chains | 高分子链 |
| twist | 捻搓 |
| braid | 交叉缠绕 |
| weave | 编织 |
| covalent bonds | 共价键 |